科技成果库
SCIENTIFIC AND TECHNOLOGICAL ACHIEVEMENTS LIBRARY
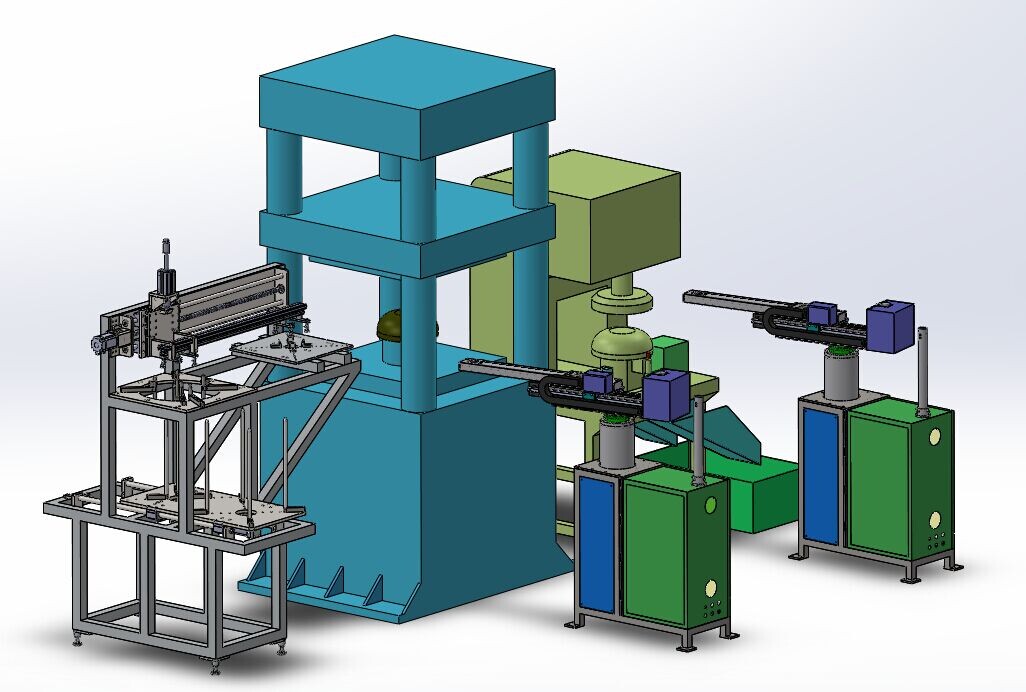
冲压三次元机械手
发布日期:2023-10-16 | 浏览:次
技术详情
项目内容
冲压三次元机械手展示
总投资预算
自投
市场分析
冲压生产组织模式逐步向少人化、无人化发展,冲压装备也逐渐往大型化、精密化、智能化、高速化、柔性化、节能化、安全化的方向发展,因此选择合适的制造模式来适应企业未来发展显得非常重要。一般来说,根据产品设计优先选择连续模生产,如果因为产品结构限制无法实现连续模生产,产量需求较大的(月均需求大于20万件),选择三次元多工位线体实现高速稳定生产,在企业资金实力满足的情况下,在中大型钣金覆盖件的生产组织中,采用大型三次元伺服多工位冲压线体,无论从成本、效率还是线体柔性方面,都有明显的优势。在未来的冲压生产中有很大的市场潜力和市场前景。
经济效益
随着冲压技术的不断发展、提升,在行业内呈现出了多样性的冲压方式,如小吨位单机连续模、大吨位单机连续模、小吨位工序模、大吨位工序模等等,其中在工序模自动化方面,又包含了连杆机械手自动线、独立机械手自动线、机器人冲压自动线以及三次元冲压线等。近几年三次元冲压线在家电、汽车等冲压行业使用逐步增多,这种线体相比于机械手、机器人冲压线,展现出了自动化程度高、生产效率高的优势。人工生产劳动强度大,产品重复精度差,生产效率低,制造周期长,职业健康及安全问题频发;为解决人工生产过程中的这些问题,采用少人化、机械化、自动化、柔性化的冲压制造模式是必然选择。
三次元机械手主要替代以下两种冲压生产方式:一、机械手连线生产方式:通过单连杆或独立式机械手,将多台冲床连接,每台冲床有对应独立的成型工序,工序间通过机械手的往复运动,将工件传递至下一道工序,完成零件的冲压成型。线体对模具的定位精度及模具下模高度的一致性要求较高,同一线体切换不同模具需要满足同样的模具标准,因此仅能满足结构及形状类似的零件之间的切换,生产柔性较差。二、机器人串联自动化方式:由多台冲床串联组成线体,冲床之间的上下料由6轴机器人完成,加工工序相对独立,主要适应产量较小、弹性生产能力较强的产品线。6个工位需要6台机器人,每台机器人价格15万,6台机器人是90万,6台压机总价值为100万元。本三次元机器人是单机多工位自动化方式:将多道工序的模具安排在一台冲床上,利用冲床滑块的一次往复,使分别安装在冲床上的多幅模具同时动作,并在一个作业循环中,由机械手将工件从上一个工位传送至下一个工位,从而最终得到完整制件。搬运手臂一般采用二次元或三次元机械手,压机价格20万,机械手30万,模具30万,总投资80万,效率还高于需要投资190万机器人串联的自动化方式。
企业现状
本公司次元伺服多工位线体是目前世界上最先进、最高效的板材冲压设备,它代表了中小型钣金覆盖件生产的最高水平和发展方向,三次元伺服移送系统和多工位压力机三部分组成,工位数量一般在6~10个工位,生产频次一般为15~20次,小型非拉伸类零件可高达30次以上。各种剪切、压型、拉伸、折弯类的零件,具有生产效率高、制件质量高的特点,特别适合中小型钣金覆盖件的大批量生产。
中小型钣金覆盖件采用三次元伺服多工位生产线体,因其高的生产效率、高的稳定性和品质保证,再加上合适的材料利用率以及规模化生产条件下更低的生产成本,目前已成为冲压自动化制造模式选择的主流。